When Great Motor Designs Struggle to Become Real Products
A motor can look perfect in simulation.
But surprisingly few designs survive the journey to real-world production.
Modern simulation tools are incredibly powerful. Engineers can fine-tune electromagnetic performance, torque density, and efficiency with remarkable precision. But there’s one challenge that’s often underestimated:
Manufacturability.
Over the years, working in motor manufacturing automation, I’ve seen many designs that perform beautifully in software—yet become incredibly difficult to produce consistently on an actual production line.
The Slot-Fill Trap
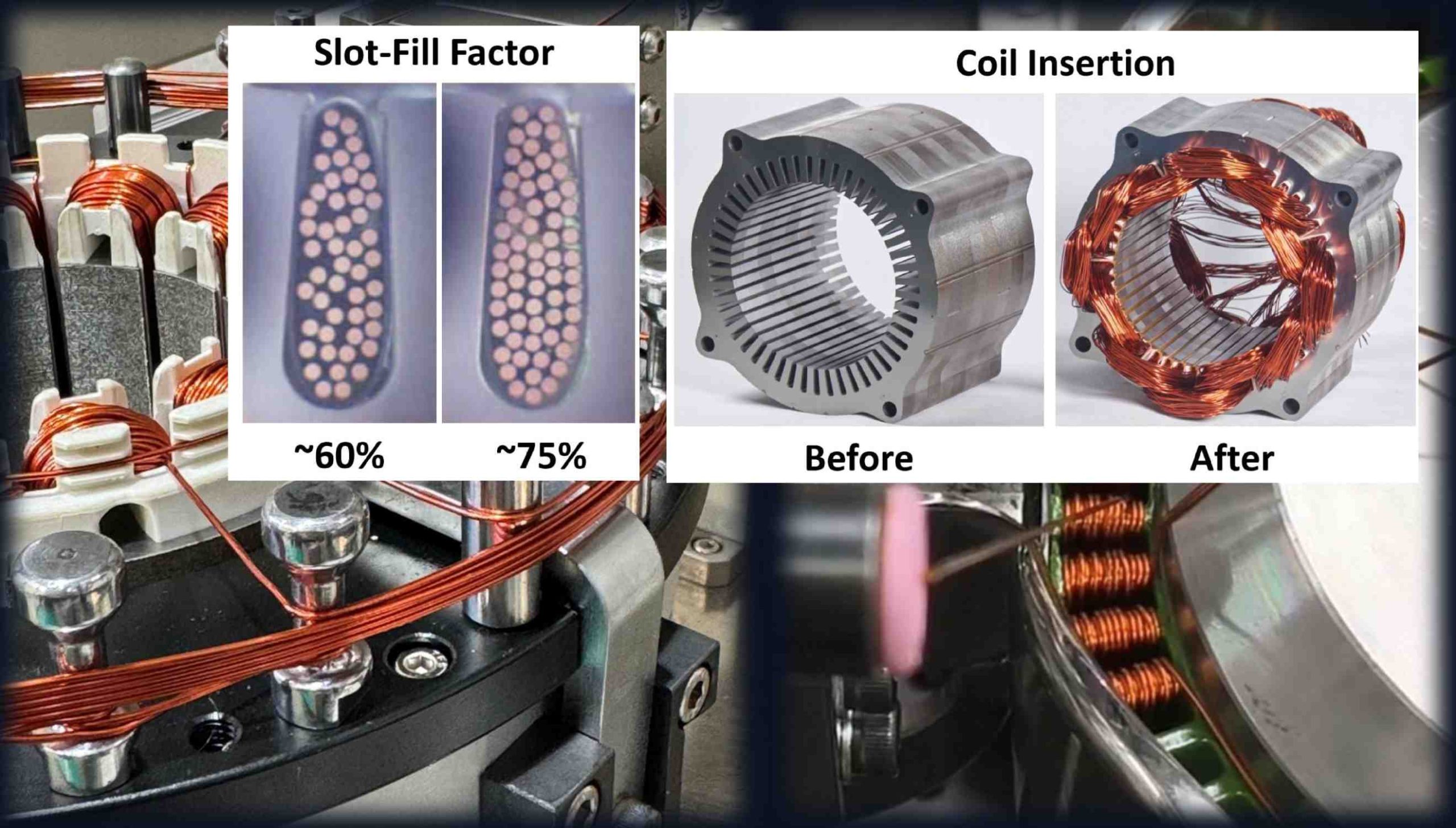
A common example is the high-slot-fill, small-slot-open stator design.
It promises higher torque density, better efficiency, and reduced cogging. But from a manufacturing perspective, it introduces serious challenges:
- Complex wire routing
- Insulation damage risks
- Coil deformation during winding
- Inconsistent tension control
In other words, the gap between a great motor design and a great motor product often comes down to how well that design translates into scalable manufacturing.
Performance matters. But manufacturability ultimately determines whether a motor can truly reach the real world.
What Does “High Slot-Fill” Really Cost?
High slot-fill is often treated as a clear win—more copper in the stator means lower resistance and higher efficiency. But manufacturing tells a more complicated story.
When wires are inserted into the slots, higher fill means less room to work. Insertion forces go up, and that can lead to:
- Wire deformation during insertion
- Scratched or damaged enamel insulation
- Inconsistent quality
From practical experience, there are some typical boundaries:
- ~80% slot fill (estimated from the rectangular wire area) is already challenging for manual insertion. Quality at this level often depends on highly skilled operators.
- ~85% is generally achievable with well-controlled winding quality and properly designed tooling in automated systems.
- 88–90% is possible, but only with specialized insertion strategies and tightly coordinated design-for-manufacturing efforts.
The most successful motor designs aren’t just optimized for electromagnetics—they’re also optimized for reliable production.
When Wires Can’t Enter the Slot (Even When They Should Fit)
Here’s something that sounds counterintuitive:
Sometimes, even when the wire diameter is smaller than the slot opening, the wires still can’t enter the slot properly during insertion.
This is a very real challenge in automated stator manufacturing.
Under certain geometric conditions, multiple wires interfere with each other at the slot entrance. Instead of entering smoothly, they jam, deform, or require excessive force.
We often call this the “locking zone”—a region where the combination of wire diameter, slot opening, and insertion dynamics makes stable automation extremely difficult.
A simple analogy:
Imagine a doorway that’s 1 meter wide.
A single cylinder 0.55 meters in diameter can pass through easily.
But try to push two cylinders of the same size through at once—they jam at the entrance. Individually, they fit, but together they interfere.
That’s exactly what happens in stator wire insertion.
These issues often don’t show up during the design phase. But once they hit production, they can severely impact yield, process stability, insulation reliability, and scalability.
When a Process Change Creates a Design Problem
Sometimes, changing the winding method can solve a manufacturing problem—but it can also create a new design problem.
I recently came across a case where a motor originally designed for lap winding was switched to concentric winding to simplify automation. From a manufacturing perspective, it made sense.
But the team still wanted to keep the same:
- Resistance values
- Final end-turn dimensions after forming
That’s where the trouble started.
Lap winding and concentric winding aren’t physically equivalent.
Lap winding typically produces end-turns that are taller and narrower.
Concentric winding naturally results in end-turns that are shorter and wider.
Once the winding method changes, expecting the same electrical and geometric outcomes without redesigning the motor is unrealistic.
If this misalignment isn’t caught early, the project can spiral into an endless loop:
The equipment supplier is asked to keep optimizing the process, even though the original design targets are no longer achievable. A scalable motor isn’t just about choosing a more automatable process. It also requires accepting the new physical reality that comes with that choice.